


高速高精度雕铣机数控系统CYCLONE3000系列
2007/8/13 12:16:00

产品简介:
树自主知识产权的中高档数控系统品牌
产品分类:运动控制 数控系统
品牌:易帝
产品介绍
CYCLONE3000系列是北京元茂兴推出的高速高精度雕铣机数控系统,是国内鲜见的具有自主知识产权的中高端数控系统,具有如下特点:
*3到6轴步进或伺服控制能力
*3-D刀具补偿能力,5轴连动机床空间补偿功能
*强大的前瞻功能,实现高度雕铣
*先进的控制算法为高精度光滑加工提供保障
*倾斜轴的空间机械几何精度自动补偿,全行程直线补偿,非线性弯曲补偿,双向 补偿,间隙补偿等
*基于PC,Windows2000、XP操作系统
*标准以太网接口,实现远程通讯和诊断
*可支持现场工业总线CAN
CYCLONE3000系列数控系统构成
CYCLONE3000系列数控系统由控制箱(CYCLONE CNC CONTROLLER)、操作显示面板(CYCLONE CNC Panel)、雕铣机软件(CYCLONE CNC software3000)三部分组成。规格型号如下:
CYCLONE3000 三轴雕铣机系统
CYCLONE3000S 四轴双边驱动雕铣机系统
CYCLONE3000G 五轴球面光滑加工雕铣机系统
CYCLONE3000SG 六轴双边驱动球面光滑加工雕铣机系统
CYCLONE3000系列数控系统控制箱硬件配置
*3-6个轴通道的±10V模拟量输出或脉冲/方向输出
*正、负极限,回原点及用户标志信号输入
*3-6个编码器通道反馈输入,10MHZ解析率
*外置手摇脉冲器输入口
*32点12~24V源电流光隔离输入,16点12~24V输出
*3路12位模拟量输入
*提供扩展I/O口,可达1024输入,1024输出
*RS232/RS485(可选),2×USB,Ethenet,VGA,keyboard,
mouse,printer(可选)
12.1”LCD显示器
68个字符键
12个功能键
16个自定义功能按键
1个主轴选择旋钮
1个进给轴倍率选择旋钮
1个USB口
1个电源“开”按钮
1个电源“关”按钮
1个急停开关1个。
40GB硬盘存储,220VAC供电
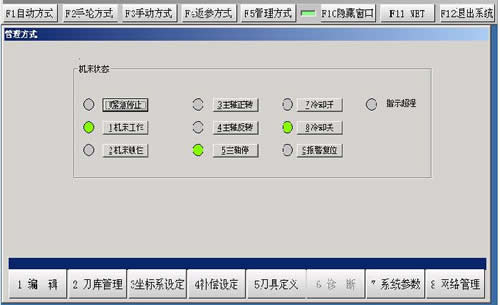
CYCLONE3000系列数控系统雕铣机软件操作界面
自动方式

手轮方式

手动方式

返参方式

管理方式
刀具定义

G代码表
G00 定位(快速移动)*G01直线插补(进给) G02圆弧插补(顺时针) G03圆弧插补(逆时针)
G02+Z右螺旋线插补 G03+Z左螺旋线插补 G04暂停 *G17 XY平面选择
G18 ZX平面选择 G19 YZ平面选择 *G40刀具补偿抹消 G41刀具补偿(左侧)
G42刀具补偿(右侧)G43刀具长度正向补偿 G44刀具长度负向补偿 *G49刀具长度补偿抹消
*G50缩放、镜像关 G51缩放、镜像开 G54工件坐标系1选择 G55工件坐标系2选择
G56工件坐标系3选择 G57工件坐标系4选择 G58工件坐标系5选择 G59工件坐标系6选择
G68坐标旋转 *G69坐标旋转抹消 G73步进循环 G74反攻牙循环(加工中心)
G76精镗孔循环(加工中心) G80固定循环抹消 G81钻孔、锪孔循环
G82钻孔、反镗孔循环(加工中心) G83深孔钻循环 G84攻牙循环(加工中心)
G85镗孔循环(加工中心) G86镗孔循环(加工中心) G87反镗孔循环(加工中心)
G88镗孔循环(加工中心) G89镗孔循环(加工中心) *G90绝对值编程
G91增量值编程 G92坐标系设定 *G98返回初始平面 G99返回R点平面
*3到6轴步进或伺服控制能力
*3-D刀具补偿能力,5轴连动机床空间补偿功能
*强大的前瞻功能,实现高度雕铣
*先进的控制算法为高精度光滑加工提供保障
*倾斜轴的空间机械几何精度自动补偿,全行程直线补偿,非线性弯曲补偿,双向 补偿,间隙补偿等
*基于PC,Windows2000、XP操作系统
*标准以太网接口,实现远程通讯和诊断
*可支持现场工业总线CAN
CYCLONE3000系列数控系统构成
CYCLONE3000系列数控系统由控制箱(CYCLONE CNC CONTROLLER)、操作显示面板(CYCLONE CNC Panel)、雕铣机软件(CYCLONE CNC software3000)三部分组成。规格型号如下:
CYCLONE3000 三轴雕铣机系统
CYCLONE3000S 四轴双边驱动雕铣机系统
CYCLONE3000G 五轴球面光滑加工雕铣机系统
CYCLONE3000SG 六轴双边驱动球面光滑加工雕铣机系统
CYCLONE3000系列数控系统控制箱硬件配置
*3-6个轴通道的±10V模拟量输出或脉冲/方向输出
*正、负极限,回原点及用户标志信号输入
*3-6个编码器通道反馈输入,10MHZ解析率
*外置手摇脉冲器输入口
*32点12~24V源电流光隔离输入,16点12~24V输出
*3路12位模拟量输入
*提供扩展I/O口,可达1024输入,1024输出
*RS232/RS485(可选),2×USB,Ethenet,VGA,keyboard,
mouse,printer(可选)
12.1”LCD显示器
68个字符键
12个功能键
16个自定义功能按键
1个主轴选择旋钮
1个进给轴倍率选择旋钮
1个USB口
1个电源“开”按钮
1个电源“关”按钮
1个急停开关1个。
40GB硬盘存储,220VAC供电
CYCLONE3000系列数控系统雕铣机软件操作界面
自动方式
手轮方式
手动方式
返参方式
管理方式
刀具定义
G代码表
G00 定位(快速移动)*G01直线插补(进给) G02圆弧插补(顺时针) G03圆弧插补(逆时针)
G02+Z右螺旋线插补 G03+Z左螺旋线插补 G04暂停 *G17 XY平面选择
G18 ZX平面选择 G19 YZ平面选择 *G40刀具补偿抹消 G41刀具补偿(左侧)
G42刀具补偿(右侧)G43刀具长度正向补偿 G44刀具长度负向补偿 *G49刀具长度补偿抹消
*G50缩放、镜像关 G51缩放、镜像开 G54工件坐标系1选择 G55工件坐标系2选择
G56工件坐标系3选择 G57工件坐标系4选择 G58工件坐标系5选择 G59工件坐标系6选择
G68坐标旋转 *G69坐标旋转抹消 G73步进循环 G74反攻牙循环(加工中心)
G76精镗孔循环(加工中心) G80固定循环抹消 G81钻孔、锪孔循环
G82钻孔、反镗孔循环(加工中心) G83深孔钻循环 G84攻牙循环(加工中心)
G85镗孔循环(加工中心) G86镗孔循环(加工中心) G87反镗孔循环(加工中心)
G88镗孔循环(加工中心) G89镗孔循环(加工中心) *G90绝对值编程
G91增量值编程 G92坐标系设定 *G98返回初始平面 G99返回R点平面




 投诉建议
投诉建议
提交
查看更多评论
其他资讯
贝赛德 Luge LM 平台

派克InteractX 2.51 版 HMI 软件

安川运动控制器MP2300

派克高扭矩MPP伺服电机

派克新MPN伺服马达替代Rockwell N系列